
0512-66181419
18136060792(微信同號)


HNC 臺灣機立比例先導溢流閥 EDG-01-C EDG-01-A45 EDG-01-H 液壓









注塑機電液比例控制系統
電液比例控制系統中的控制元件爲電液比例閥。它接受電信號的指令,連續地控制系統的壓力、流量等參數,使之與輸入電信號成比例地變化。電液比例控制系統按輸出參數有無反饋分爲電液比例閉環控制系統和電液比例開環控制系統。開環系統一般由控制裝置(比例放大器和比例閥)、執行裝置(液壓缸或液壓馬達)、能源裝置(定量液壓泵、變量液壓泵或比例變量液壓泵)等組成;閉環系統除構成開環系統的裝置外,還有反饋檢測裝置。
閉環系統較開環系統有更快響應和更高的控制精度和抗干擾能力。電液比例控制系統的突出優點是可以明顯地簡化系統,實現複雜的程序控制,并可利用電液結合提高産品的機電一體化水平,便于信號遠距離傳輸和計算機控制。電液比例控制系統可以對壓力、力、轉矩進行控制,對位置、轉角進行控制,也可以對轉速、速度進行控制。一、塑料注射成型機電液比例控制系統塑料注射成型機又稱注塑機,用于熱塑性塑料的成形加工。它將顆粒塑料加熱熔化后,高壓快速注入模腔,經一定時間的保壓、冷卻后成爲塑料制品。在塑料機械中,注塑機的應用非常廣泛。
注塑機的工作循環如下:
①合模動模闆快速前移,接近定模闆時,液壓系統轉爲低壓、慢速控制。在確認模具內沒有異物存在時,系統轉爲高壓,使模具閉合。
②注射座前移噴嘴和模具貼緊。
③注射注射螺桿以一定的壓力和速度將機筒前端的熔料注入模腔。
④保壓注射缸對模腔內熔料保壓進行補塑。
⑤制品冷卻及預塑保壓完畢,液壓馬達驅動螺桿并后退,料斗中加入的物料被前推進行預塑。螺桿后退到預定位置,停止轉動,準備下一次注射。在模腔內的制品冷卻成型。
⑥防流涎采用直通開敞式噴嘴時,預塑加料結束,使螺桿后退一小段距離,減小料筒前端的壓力,防lF噴嘴端部物料的流出。
⑦注射座后退開模,頂出制品。
⑧頂出缸后退。
對注塑機液壓系統的要求是:
①足夠的合模力。熔化塑料以12~20MPa的高壓注入模腔,所以合模液壓缸必須産生足夠的合模力,否則在注射時模具離縫而使塑料制品産生溢邊。
②可調節的開、合模速度。空程時要求快速以提高生産率;合模時要求慢速以免機器産生沖擊振動。
③足夠的注射庵移動液壓缸的推力。保證注射時噴嘴和模具澆口緊密接觸。
④町調節的注射壓力和注射速度,以適應不同塑料、制晶幾何形狀、模具澆注系統的要求。
⑤保壓及其壓力可調。是爲使塑料貼緊模腔獲得精確的形狀,另外在制品冷卻收縮過程中,熔化塑料可不斷充入模腔,防止産生廢品。
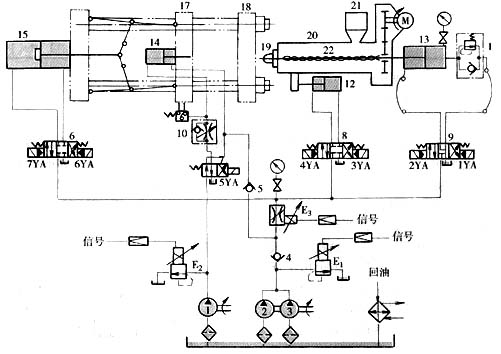
⑥平穩的制品頂出速度。上圖所示爲某公司注塑機的液壓系統原理。(注塑機液壓系統圖1、2、3-液壓泵 4、5-單向閥 6、7、8、9-換向閥10-單向節流閥 11-壓力繼電器 12-注射座移動缸 13注射缸 14-頂出缸 l5一臺模缸 16-單向順序閥 17-動模闆 18-定模闆 19-噴嘴 20-料筒 21-料斗 22-螺桿 E1、E2——比例壓力閥 E3——比例調速閥)。
EBG-03-H
EBG-03-C
EBG-06-C
EBG-06-H
EBG-10-C
EBG-10-H
EDG-01-C
EDG-01-H
EDG-01-A70
EDG-01-A45
EDG-01-C 機立HNC
EDG-01-H 機立HNC
EDG-01-A45 機立HNC
EDG-01-A70 機立HNC
EBG-03-C-R 機立HNC
EBG-03-H-R 機立HNC
EBG-03-C-L 機立HNC
EBG-03-H-L 機立HNC
EBG-06-C-R 機立HNC
EBG-06-H-R 機立HNC
EBG-06-C-L 機立HNC
EBG-06-H-L 機立HNC
EBG-03-A45/A70-R 機立HNC
EBG-06-A45/A70-R 機立HNC
EBG-10-C/H-R 機立HNC
EDG-01-C
EDG-01-H
EDG-01-A45
EBG-03-C-R 或L
EBG-03-H-R 或L
EBG-03-A45-R 或L
EBG-06-C-R 或L
EBG-06-H臺灣機立HNC
EBG-03-H臺灣機立HNC
EBG-06-C臺灣機立HNC
EBG-03-C臺灣機立HNC
EFBG-125-H 臺灣機立HNC
EFBG-125-C 臺灣機立HNC
EDG-01-H臺灣機立HNC
EDG-01-C臺灣機立HNC
雙比例閥放大器
EDG-01-A70臺灣機立HNC
EDG-01-A45臺灣機立HNC
微信二維碼
微信號:18136060792Copyright ? 蘇州逐利機電有限公司 版權所有 備案號:蘇ICP備15047935號-1